
Somewhere in this building, a part is racing a car it has never met.
They will meet at one station, within seconds of schedule — and it will happen again the next minute, and the next, hundreds of times a shift. This is how a Toyota assembly plant works.
A factory is a clock.
Before a single bolt is turned, the plant sets its heartbeat. Take the working minutes in a shift and divide by the cars customers want: 450 minutes ÷ 450 cars = one car every 60 seconds. Toyota calls this takt — from the German for a musical beat. Demand sets the pace. Not the machines, not the managers.
Our plant and its numbers are illustrative — the math is the real thing.The line never sprints. It never rests.
Every station on the line gets the same 60 seconds — one shared beat, all shift long. That single rhythm is what lets hundreds of people build one car as if with a single pair of hands. Finish early and you wait; finish late and you're working in the next car's time.
One operator. One minute. Three rules.
Station 14, trim line. The minute here isn't improvised — it's standardized work, defined by exactly three elements: the takt time, the work sequence, and the standard in-process stock. The same minute, every car — not because anyone demands obedience, but because it's the best way the team has found. So far. Now turn around and watch it happen, one element at a time.
Pick the harness. 6s
The cycle starts at the rack — never deeper than arm's reach. The bin presents the harness at waist height, label out, the coil oriented the way the hands will use it. One reach, no searching.
Route it through the door. 14s
Three steps to the car — the harness feeds through the door aperture along the same datum path, every time. The longest walk in the cycle, and it's three steps. That's not luck; the rack was placed so it would be.
Seat the connectors. 12s
Four connectors, each with an audible click. The click is a built-in quality check — confirmation by feel and sound, no inspector needed. Remember it: it shows up as a ◇ on a chart in a moment.
Install the cowl trim. 16s
The longest element. The trim panel comes off the rack's lower lane already oriented the way it installs — no flipping, no untangling, no judgment calls. Sixteen seconds of pure assembly.
Torque, scan, walk back. 10s
The hanging torque tool records every fastener — count and final torque, logged to this car's serial. The scan closes the cycle; the walk back ends where it began. Σ 58 seconds, against a takt of 60. Not hustle — choreography.
And it's all on one page.
The minute you just watched lives on a single drawing posted at the station: the standardized work chart— the station's real geometry from above. The car on the line, the rack, the tool; the numbered walking path; the connector ◇ quality check, the torque-tool ✚ safety point, the standard WIP — one car at the station. Anyone — operator, team leader, engineer — can read this job at a glance.
Form 3 of standardized work's three documents (with the process capacity table and the combination table). Build one for your own station → kaizumi.com/tools/swcStack the work. Drop the line.
Chart every station's minute as a stacked bar and you get a yamazumi— "piled-up" work against the red line of takt. Each element is colored by the area of the vehicle it touches: a bar that keeps changing color is an operator forced to wander around the car. The skyline must sit under the line — and at Toyota these are living documents: elements on magnetic strips, physically rearranged whenever takt or the model mix changes.
We built a whole guide about balancing one of these → guides/yamazumi · or stack your own line → tools/yamazumiThe cord.
A connector won't seat. The bolt cross-threads. The part looks wrong. Any team member pulls the andon cord — music plays, a light flares on the board: Station 14. A team leader arrives within seconds. Not to assign blame. To help — while the line keeps moving.
How does a line knowsomething's wrong?
Standardized work is the answer. The job is designed at 58 secondsagainst a 60-second takt — wound tight on purpose. The moment an operator can't finish in the designed time, that's not a feeling, it's a fact, visible within one cycle. And the help is real: the team leaderis an exceptionally experienced operator who can run every station in the zone. That relationship — trouble met with skilled help in seconds, no blame attached — is what lets a system this tight run at all. The point was never to avoid problems. It's to surface them and improve.
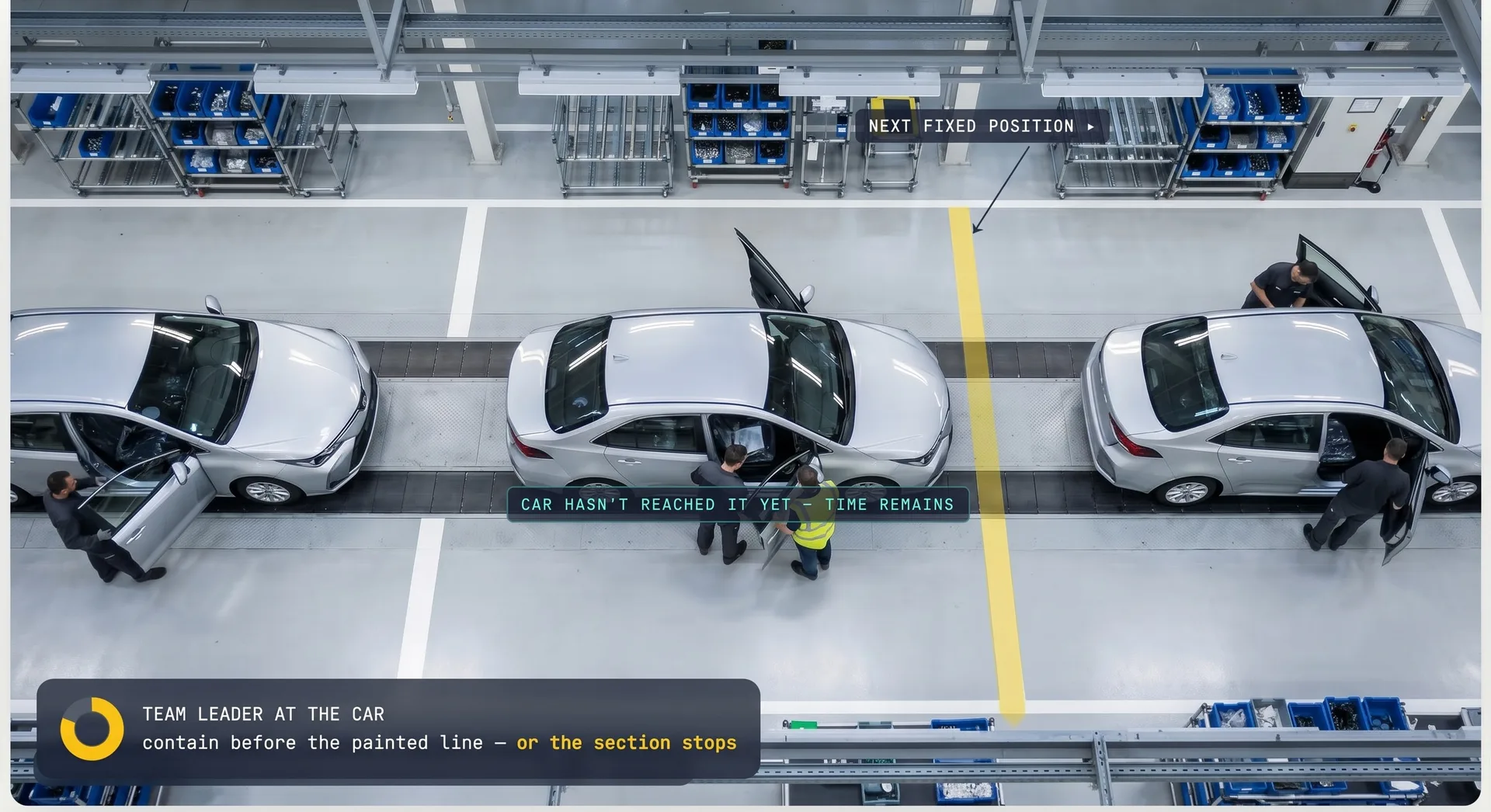
Fix it in one beat — or everything stops.
From above you can see the whole bargain. The fixed positionsare painted lines across the line itself — and the car hasn't reached the next one yet. The team leader has exactly that much floor to contain the problem. Resolved before the painted line: the line never stops. Not resolved: that section halts, and the problem gets everyone's attention. Toyota wired this in decades ago — line andon in 1969, fixed-position stops in 1971.
What can't be fixed in station goes off-line for repair — famously, the 1992 Georgetown seat problem in HBS case 693-019.The operator never fetches.
Look closer at the station. Every part presents itself: gravity flow racks tilt toward the line, small bins slide forward as the last one empties, labels face out, the next part is always at the fingertips. Walking to get parts is waste — so the rack does the walking.
Some parts ride along with the car.
On many lines Toyota goes further: a material handler pre-picks this exact car's parts into a kit tray that travels inside the car down the line — the Set Parts Supply (SPS) system. The operator picks from the tray at their elbow; the walking and searching moved to dedicated handlers, stationed roughly every 7–10 stations.
As observed at Georgetown and a Toyota engine line in Japan, 2009 (Art Smalley / LEI).The empty bin is the order.
Nobody at Station 14 types an order for more harnesses. When the operator takes the first part from a new bin, a card comes off the bin and drops into a post box. That card — the kanban — is the order, the address label, and the inventory system, all in one piece of laminated paper.
A loop, not a list.
The card travels to the supermarket; a full bin travels back; the card clips onto the new bin and waits to be freed again. Consumption pullsreplenishment — nothing moves unless something was used. Toyota digitized the card's journey (e-kanban: five plants in 1999, every plant by 2002), but the loop's logic hasn't changed.
A store inside the factory.
The bins come from the parts supermarket — named, literally, after the American self-service grocery stores that inspired it. Every part has a fixed address (D-3-2: aisle D, rack 3, level 2), a minimum and a maximum. The shelves are deliberately small: inventory hides problems, so the store stays lean enough to expose them.
Lights tell the hands where to go.
A picker working a kit cart doesn't memorize addresses. In modern kitting areas, light-directed picking does the navigation: a lamp lights at the right shelf, a display shows the quantity, a button press confirms the take. The information arrives exactly where the hands already are — same principle as the kanban card, at walking speed.
Light-directed picking is standard practice in automotive kit areas; Toyota signals its SPS pickers electronically.The milk run.
No forklift wanders this plant with a full pallet and good intentions. Parts move on tugger routes: a fixed loop, fixed stops, a fixed timetable — like a city bus. The documented pattern: a tugger leaves the market on the hour, hits every stop in order, returns in 30 minutes, then does it again, all shift. Small amounts, delivered often, on a schedule you could set a watch by.
Pattern per Rick Harris (former Toyota Georgetown manager), "Making Materials Flow" — documented at a non-Toyota supplier plant, early 2000s.Some of the drivers are robots.
Upstream in Georgetown's body weld shop, the route drivers are automated: a fleet of 100+ AGVs — 22 guided tuggers hauling stamping parts, 79 guided carts ferrying finished subassemblies, 4 conveyor-top units — moving more than 1.8 million parts a year along the same logic a human milk run follows.
TMMK body-weld shop as reported in 2012 (Modern Materials Handling) — upstream of final assembly.One building. One heartbeat.
Now hold it all in view at once: the line beating at takt, andon watching every station, kits riding inside the cars, kanban cards cycling like blood cells, tuggers tracing their loops past a supermarket that breathes in and out. At Georgetown that organism spans 7.5 million square feet and builds roughly half a million vehicles a year. It isn't a collection of machines. It's a system that knows what time it is.
12 stops · fixed order
back at dock :30
every 30 min, all shift
≈500K vehicles/yr capacity
6,600 team members
 Station 14 · trim line — illustrative scene
Station 14 · trim line — illustrative scene1 takt time · 2 work sequence · 3 standard in-process stock
parts slide to the fingertips
label out · heavy parts at waist height
empty bin returns on the top lane




 Station 14 — one cycle, element by element
Station 14 — one cycle, element by element The pull — any team member, any reason, any time
The pull — any team member, any reason, any time
 SPS kit tray riding inside the car — Georgetown, observed 2009
SPS kit tray riding inside the car — Georgetown, observed 2009 Parts supermarket — illustrative scene
Parts supermarket — illustrative sceneD-3-2
QTY 8 · HARNESS, DOOR FR
✓ press to confirm
 Tugger train on a delivery loop — illustrative scene
Tugger train on a delivery loop — illustrative scene
Walk your own line.
Every idea in this story — takt, standardized work, andon, kanban, milk runs — works the same in a hospital, a warehouse, or a six-person shop. Pick one, and go look.
Draw your station
Free standardized work chart builder — layout, path, symbols, metrics.
kaizumi.com/tools/swcThe Yamazumi guide
Watch one overloaded station get rebalanced, step by step.
kaizumi.com/guides/yamazumiAll field guides
Practical lean methods, written for real floors.
kaizumi.com/guidesTrain your team
AI-built lean training for your industry, your roles, your reality.
kaizumi.comFrequently asked
- What is takt time?
- The pace a line must hold to meet customer demand: available working time divided by the number of units customers want. Every station gets the same beat, which is what lets hundreds of people build one product as a single synchronized system.
- What happens when a Toyota worker pulls the andon cord?
- Music plays and the station number lights on the andon board. A team leader — an exceptionally experienced operator who can run every station in the zone — arrives within seconds to help. If the problem is contained before the car reaches the fixed position (a painted line on the floor), the line never stops; if not, that section halts. Toyota introduced line andon in 1969 and fixed-position stops in 1971.
- What are the three elements of standardized work?
- Takt time (the pace), the work sequence (the exact order of work elements), and standard in-process stock (the minimum WIP needed to keep flowing). They are documented on the process capacity table, the combination table, and the standardized work chart.
- How do parts get to the assembly line at Toyota?
- By pull. When an operator opens a new bin, its kanban card comes off and travels to the parts supermarket; a tugger on a fixed, timed route delivers the full bin back to the exact lineside address. On many lines, material handlers also pre-pick vehicle-specific kit trays (the SPS system) that ride down the line inside the car.
- What is a parts supermarket?
- A small, tightly controlled store inside the plant — named after the American self-service grocery stores that inspired it. Every part has a fixed shelf address with a minimum and maximum, and consumption at the line is what triggers replenishment.
Related
Founder of Kaizumi, an AI-powered Lean training platform. More about Matthew →
Updated June 11, 2026 · Drafted with AI assistance and reviewed by Matthew Savas for accuracy. Verified facts are dated and sourced in the story; the plant layout, Station 14, and its 60-second takt are illustrative.