The short version
5S in a warehouse isn't about a tidy floor — it's about making the next pick, put-away, or load faster, safer, and harder to get wrong. This guide walks the five steps (Sort, Set in Order, Shine, Standardize, Sustain) as they actually play out across receiving, storage, picking, packing, and shipping — with a sample audit, a worked before/after on a pick module, and the failure modes that quietly kill most programs. You'll finish able to run your first zone 5S this week.
Why 5S is different in a warehouse
Most 5S material is written for a factory workbench — one operator, one station, a fixed set of tools (if you want that version, our 5S visual guide walks all five steps on exactly such a bench). A warehouse breaks those assumptions, and that's why copy-pasted factory 5S so often stalls here:
- The "workplace" moves. Your people travel — they walk and drive thousands of feet a shift. In a warehouse, Set in Order is really about travel distance and slotting, not just where the tape gun lives.
- The "tools" are inventory. Disorganization shows up as mis-picks, expired FIFO, and "we have it but can't find it," not as a messy bench.
- Equipment is mobile and heavy. Forklifts, reach trucks, and pallet jacks make Shine and Standardize safety issues, not housekeeping niceties.
- Space is contested and seasonal. Volumes swing; a layout that's clean in March is chaos in Q4.
So the goal isn't a photogenic aisle. Borrowing the Toyota lens: efficiency is the consequence, not the goal. You're after better, safer, easier work — fewer steps to the next pick, no forklift near a blind corner, no operator guessing where a SKU goes.
 The clean floor is a side effect of those wins.
The clean floor is a side effect of those wins.
The one-line test for every 5S change in a warehouse: does it make the next task faster to do right than to do wrong? If not, you've cleaned, not improved.
The five S's, translated for the warehouse floor
5S comes from the Japanese Seiri, Seiton, Seiso, Seiketsu, and Shitsuke. Here's what each actually means once there's a forklift involved.
1Sort — Seiri: keep only what earns its space
Walk one zone and separate what's needed here, now from what isn't. In a warehouse that means:
- Damaged pallets, broken totes, dunnage, and "we might need it" fixtures crowding pick faces.
- Obsolete or dead-stock SKUs occupying prime golden-zone slots.
- Duplicate or broken equipment (the three half-working scanners in a drawer).
Use red-tagging: tag anything questionable, stage it in a marked red-tag area, and set a decision date (e.g., 30 days). If no one needed it, it goes. Warehouse-specific win: sorting dead stock out of golden-zone slots is often the single biggest pick-travel reduction you'll find — it's Muda (waste) hiding as "storage."
2Set in Order — Seiton: a place for everything, slotted by how you actually work
This is where warehouses win or lose. Set in Order here means slotting and travel, not labels for their own sake:
- Slot by velocity. Fast movers in the golden zone (waist-to-shoulder height, closest to pack-out). Slow movers up high or in the back.
- Floor marking with intent. Color-coded lanes for travel vs. staging vs. hazmat; clear footprints for every pallet, cart, and trash/recycle point. Nothing lives in a travel aisle.
- Point-of-use everything. Scanners, tape, labels, and stretch wrap staged where the task happens — not at a central cabinet 80 feet away.
- Visual management. Rack and bin labeling that a new hire can read at a glance; max/min lines on bulk floor storage; lane addresses that match the WMS.
The measure of good Set in Order isn't neatness — it's steps saved per pick and seconds saved per put-away.
3Shine — Seiso: cleaning as inspection
In a warehouse, Shine is mostly about safety and equipment reliability, not appearance:
- Daily forklift/PIT pre-shift checks (a Shine routine in disguise — you're inspecting while you clean).
- Spills, shrink-wrap scraps, and pallet debris cleared from travel paths (the top slip/trip and forklift-incident source).
- Dock plates, sensors, scanners, and scale glass kept clean so they actually work.
The principle from TPS: cleaning is inspection. When a team wipes down a reach truck daily, they catch the hydraulic leak before it becomes a breakdown — or an injury.
4Standardize — Seiketsu: make the right way the obvious way
Turn the first three S's into the default, so they hold without heroics:
- One-page visual standards posted in-zone (photo of the "to-be" state of each rack/bay).
- Shift-start and shift-end 5-minute reset routines built into the schedule (not "extra").
- A simple 5S audit with a known cadence (more below).
- Labeling, floor-marking, and slotting conventions documented so every zone looks and works the same.
Standardize is what stops zone 2 from drifting while zone 1 shines. It's the bridge from "we cleaned up once" to "this is how we run."
5Sustain — Shitsuke: the only S that actually fails
Sorting a zone is easy. Sustaining is where ~every program dies — usually because leaders treated 5S as a one-time event instead of a habit. Sustain is built from:
- Leader gemba walks on a set cadence, using the audit, asking questions rather than issuing citations.
- Visible scorekeeping — zone audit scores posted where the team can see them.
- Fast follow-up on the things the audit surfaces (broken label printer, missing floor tape) so the team trusts the system.
- Respect for people: 5S done to a team decays; 5S done with them sticks. Let the people who work the zone design its layout — they know where the steps are wasted.
Try it: slot a rack yourself
Put Set in Order into practice. Slot six SKUs across the rack, run the shift, and watch how your layout drives pick travel — and whether any heavy items end up where they shouldn't.
How to run your first warehouse 5S (step-by-step)
Don't boil the ocean. Pick one zone — a single pick module, one receiving dock, or one returns area — and run a focused event.
- Pick the zone and baseline it. Photograph the current state from fixed points. Capture 2–3 numbers you can re-measure later: picks/hour, average pick travel distance, mis-pick rate, or a safety near-miss count.
- Sort (red-tag). Walk the zone with the team. Red-tag anything that doesn't earn its place; stage it; set the decision date.
- Set in Order. Re-slot by velocity, mark the floor, label rack/bins, and stage point-of-use supplies. Have the people who work the zone place things — then walk a few real picks to test it.
- Shine + de-hazard. Deep clean, clear travel paths, fix the safety issues you just exposed (blind corners, blocked extinguishers, damaged racking).
- Standardize. Photograph the new "to-be" state, post the one-page standard in-zone, and write the shift reset routine into the schedule.
- Sustain. Set the audit cadence and the leader walk schedule before you leave the zone. Re-measure your baseline numbers at 2 and 4 weeks.
A focused single-zone event like this is a Kaizen event in miniature — and it's the unit you repeat zone by zone.
A worked example: one pick module
To make the five steps concrete, here's how they'd play out on a single pick module. The numbers are a hypothetical setup — the moves are the ones you'll actually make.
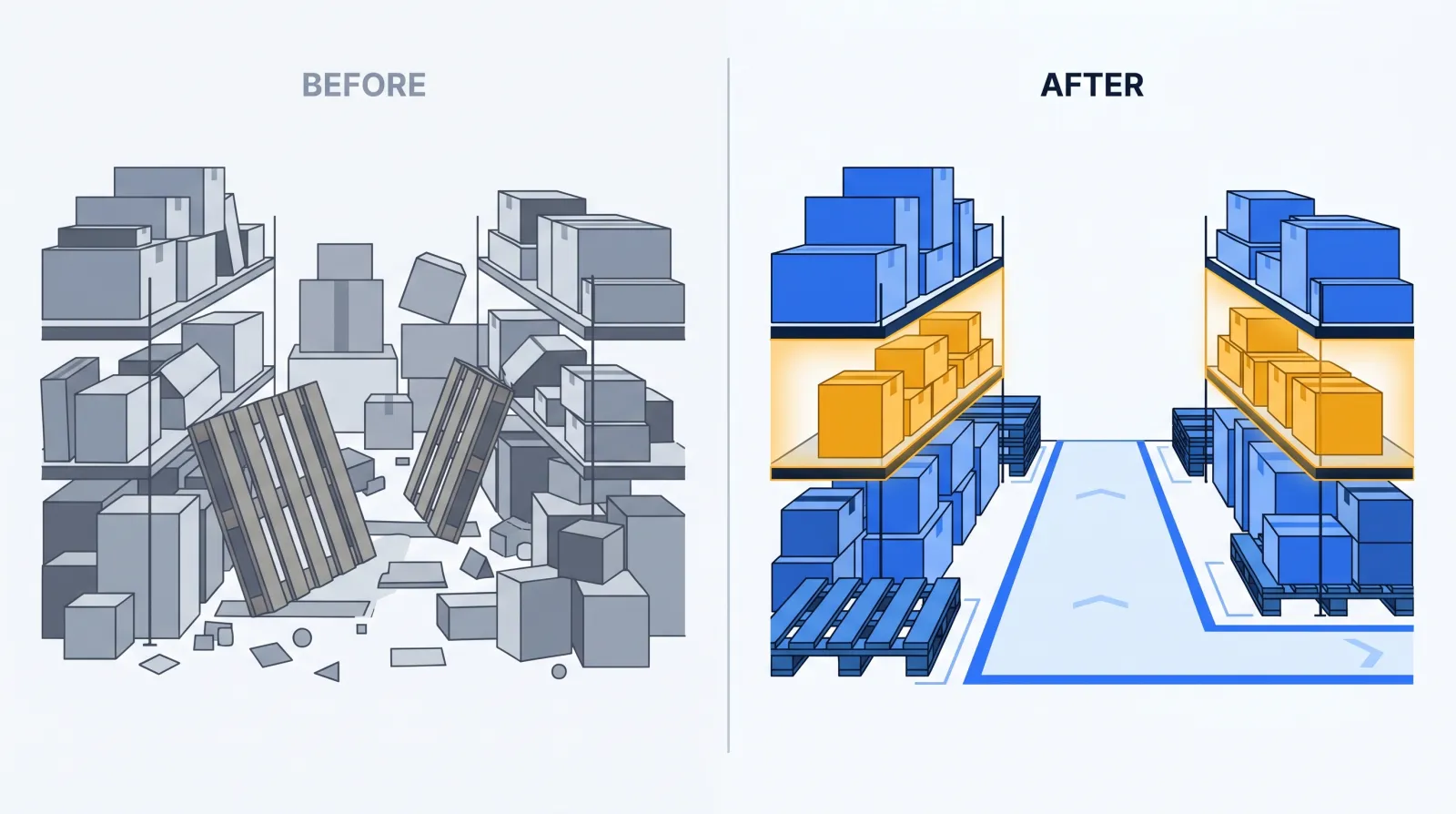
Say a general-merchandise pick module is averaging 62 picks/hour with a 1.8% mis-pick rate, and a walk turns up three problems 5S addresses directly: top sellers slotted in the back, supplies centralized 70+ feet away, and three slow movers parked in the golden zone. Here's how each step responds:
| Step | Change | Effect |
|---|---|---|
| Sort | Red-tag the dead SKUs out of the golden zone | Frees prime slots |
| Set in Order | Re-slot the top SKUs to the golden zone by velocity; stage scanners + tape at the module | Cuts the longest pick walks |
| Shine | Clear shrink-wrap debris from the travel lane | Removes a recurring slip hazard |
| Standardize | Post a photo standard + WMS-matched bin labels | Faster new-hire ramp |
The gain doesn't come from working harder — it comes from removing the steps and ambiguity that made the right pick slow. Re-slotting usually takes the biggest single bite out of pick travel, because dead stock in the golden zone is waste disguised as storage. Get the right pick to also be the easy pick, and both throughput and accuracy follow.
A simple warehouse 5S audit
Score each zone 0–5 on five questions, walked weekly. Keep it to one page so it actually gets used:
- Sort: Is everything in the zone needed here? Any red-tag items past their decision date?
- Set in Order: Does every item/pallet/cart have a marked home? Are travel aisles clear? Are fast movers in the golden zone?
- Shine: Are travel paths, equipment, and scanners clean and functioning? Pre-shift checks done?
- Standardize: Is the one-page visual standard posted and matched by reality?
- Sustain: Are scores posted, walks happening, and surfaced issues closed out?
You can run this scorecard interactively (and save your scores) with the free 5S audit tool — no spreadsheet wrangling. Score a zone right here:
Common warehouse 5S mistakes
- Cleaning instead of improving. A spotless aisle with top sellers still slotted in the back missed the point. Always return to the test: faster to do right than wrong?
- Floor tape as theater. Marking lanes but not re-slotting by velocity = effort with no throughput or safety payoff.
- Doing 5S to the team. Layouts imposed from an office drift back within weeks. The operators know where the wasted steps are — let them design the zone.
- No sustain plan before you start. If the audit cadence and leader walks aren't scheduled before the event ends, the zone regresses. Sustain is the program.
- Boiling the ocean. Rolling 5S across the whole building at once guarantees shallow, short-lived results. One zone, done well, repeated, wins.
Templates & tools
- Free interactive 5S audit tool — score zones, track them over time, no login required.
- Play the 5S arcade game — a fast visual-management challenge: keep the line running as the system speeds up.
- Related: Value stream mapping and Kaizen events for the improvements 5S surfaces.
FAQ
What does 5S mean in a warehouse? The five steps — Sort, Set in Order, Shine, Standardize, Sustain — applied to warehouse work: removing what doesn't belong, slotting by how you actually pick and put away, keeping equipment and paths safe and functional, making the right way the default, and sustaining it through audits and leader walks.
How do I start 5S in a warehouse? Pick one zone (a pick module, dock, or returns area), baseline a few numbers and photos, then run Sort → Set in Order → Shine → Standardize → Sustain on just that zone before expanding.
What's the most common reason warehouse 5S fails? Sustain. Teams treat it as a one-time cleanup instead of a habit with a scheduled audit and leader walks. The fix is to schedule the cadence before the event ends.
Is 5S just housekeeping? No. A clean floor is a side effect. The goal is faster, safer, easier work — fewer steps per pick, fewer mis-picks, fewer hazards. If a change doesn't make the next task better, it's cleaning, not 5S.
Related concepts & guides
- Dictionary: 5S · Red-Tagging · Visual Management · Gemba Walk · Muda
Sources
- Lean Enterprise Institute, Lean Lexicon: 5S
- Hirano, H., 5 Pillars of the Visual Workplace
Related concepts
Founder of Kaizumi, an AI-powered Lean training platform. More about Matt →
Drafted with AI assistance and reviewed by Matt Savas for accuracy.