The short version
SMED — Single-Minute Exchange of Die — is Shigeo Shingo's method for cutting equipment changeover from hours to minutes, ideally under ten. The trick isn't doing the same work faster; it's realizing that most of a long changeover is work that never needed the machine stopped at all — hunting for tools, fetching the next die, filling out paperwork, first-off adjustment. SMED sorts changeover into internal work (machine must be stopped) and external work (can happen while it runs), moves everything it can to "external," then streamlines what's truly left. This guide walks the method for a production line — with the four moves translated for the floor, a worked example, a quick changeover health check, and the mistakes that keep changeovers stubbornly long. You'll finish able to run your first SMED event on one machine this week.
Why changeover is different in manufacturing
Changeover gets treated as a fixed cost of the machine — "the press just takes three hours to change, that's how it is." It isn't. On the floor, changeover time is mostly organization, not mechanics, and that's why a stopwatch almost always finds hours hiding in plain sight. Four things make manufacturing the place where SMED either transforms a line or never gets started:
- Most of the stopped time isn't changing the machine. Watch a long changeover and you'll see the press sitting idle while a person walks to the crib, hunts for the right die, finds the paperwork, waits for a forklift. That's external work trapped inside the stoppage — the single biggest bite SMED takes, before you touch a single bolt.
- Long changeovers hold batch size hostage. When a changeover costs three hours, the "rational" response is to run huge batches to amortize it — which builds inventory, lengthens lead time, and hides quality problems. The batch isn't a demand decision; it's a changeover decision in disguise. Cut the changeover and small batches become affordable, which is what unlocks real flow.
- Changeover is a double loss on your OEE. A slow changeover steals run time (an Availability loss) and throws startup scrap while the line restabilizes (a Quality loss). It's one of the six big losses that shows up twice — which is exactly why an OEE study so often points straight at SMED.
- Going faster isn't the goal — stopping the waiting is. SMED rarely asks anyone to hustle. It removes the reasons the machine sits idle while a human searches, walks, or guesses. Borrowing the Toyota lens: efficiency is the consequence, not the goal. You're after a calm, repeatable changeover where the machine is only stopped for the work that genuinely needs it stopped.
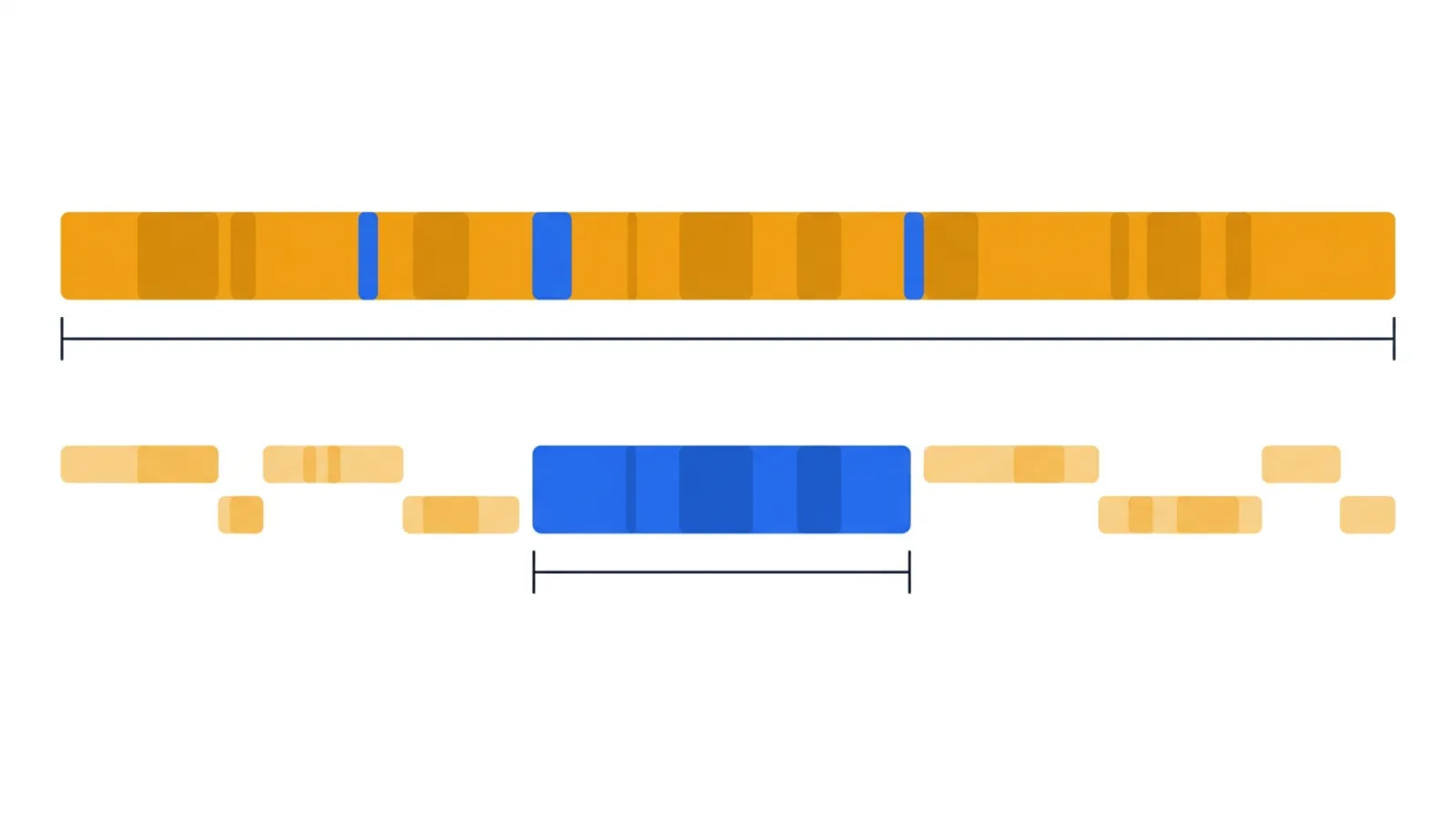 Most of a long changeover is external work trapped inside the stop — move it out and the stopped window collapses.
Most of a long changeover is external work trapped inside the stop — move it out and the stopped window collapses.
The one-line test for any changeover: while the machine is stopped, is the person's hands actually on the machine — or are they hunting, walking, or waiting? Every stopped minute that isn't hands-on-the-changeover is the waste SMED exists to remove.
The SMED method, step by step
Shingo's method is a sequence, and the order matters — skipping the first move (just measuring honestly) is where most "SMED" efforts quietly become "try to go faster." Here's the order that holds up on the floor.
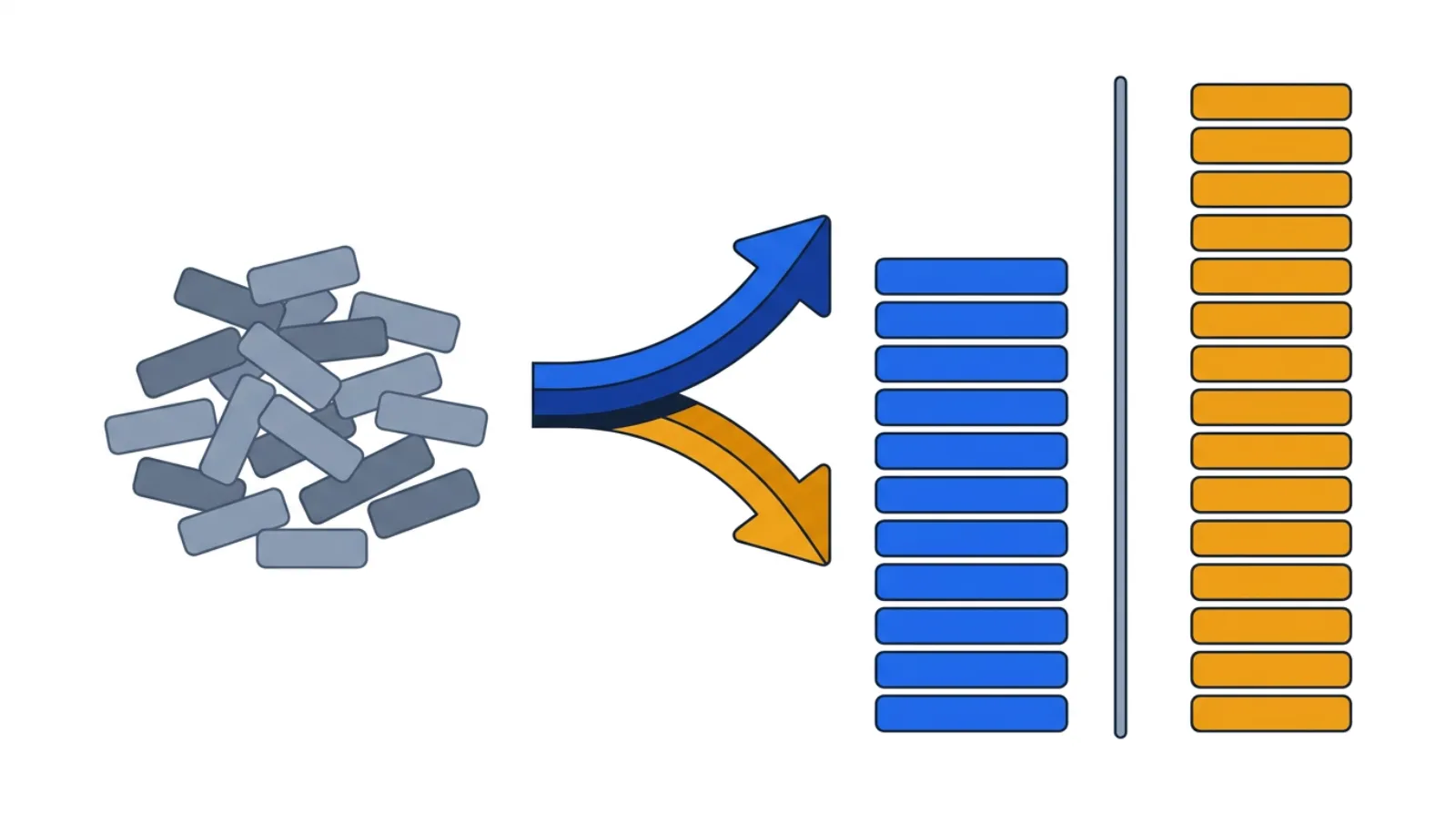 The core move: sort every task into internal (machine must stop) versus external — most of it turns out to be external.
The core move: sort every task into internal (machine must stop) versus external — most of it turns out to be external.
1Observe and time the whole changeover — a time study at the gemba
You can't shrink what you haven't watched. Record one real changeover end to end — video is ideal — and break it into its actual activities with times.
- Capture the real sequence, not the work-instruction version. The gap between them is where the waste lives.
- Note for every activity what the machine was doing: stopped, or running. That single column is the raw material for the next step.
- Resist the urge to fix things while you watch. First, see the truth — the searching, the walking, the waiting — at full, uncomfortable length.
2Separate internal from external work — setup reduction's first big win
Go through your timed list and tag each activity internal (genuinely requires the machine stopped) or external (could be done while it still runs, or after it restarts).
- This step alone — just sorting, changing nothing — typically reveals that a large share of "changeover time" is external work being done with the machine idle.
- Be strict: "we've always done it during the stop" is not the same as "it must be done during the stop." Fetching, staging, cleaning, and paperwork are almost always external.
3Convert internal work to external — move it off the stopped machine
Now act on the sort: take every external activity and actually do it before the changeover starts or after the line restarts, so it no longer happens inside the stoppage.
- Stage the next die, tools, fixtures, and materials on a shadow-board cart before the current run ends.
- Pre-heat, pre-set, and pre-assemble whatever can be ready and waiting.
- Do the paperwork and the put-away of the old tooling after the press is running again, not while it's down.
- This is where the hours fall away — converting internal to external is the heart of SMED, and the cheapest gain you'll get.
4Streamline the remaining internal work — quick-changeover devices and parallel work
Only now, with the stopped window down to genuinely-internal work, do you make that work faster.
- Replace threaded bolts with quick-release clamps, cam locks, and standardized fastener sizes (one wrench, not five).
- Eliminate adjustment with pre-set stops, shims, and standardized settings — "set, don't adjust." Trial-and-error at startup is both time and scrap.
- Run activities in parallel: two people on opposite sides of the machine, with a clear standard so they don't collide. Parallel work is often the biggest streamlining lever after conversion.
- Mistake-proof the swap so the wrong die or setting can't be installed (poka-yoke) — a wrong setup is a changeover that has to be done twice.
5Standardize and sustain the new changeover — standard work
A faster changeover that lives in one operator's head decays the moment they're off shift.
- Write the new changeover as standard work: the sequence, who does what, what's staged where, and the target time.
- Post it at the machine and audit against the target, not against the old "that's just how long it takes."
- Treat the new time as the new baseline and keep chipping — SMED is a loop, not a one-time event.
How to run your first SMED event (step-by-step)
Don't try to fix every machine. Pick one — ideally a bottleneck or a frequent-changeover line — and run a focused event.
- Pick the machine and baseline it. Choose one changeover that happens often or hurts most. Time the current changeover honestly (video it) and write down the number you're trying to beat.
- Break it down and tag it. With the team, list every activity with its time and tag each internal or external. Total the external time hiding inside the stop — that's your easy win.
- Convert external work out. Build a staging routine and a changeover cart so external work happens before the stop and after the restart. Change nothing mechanical yet.
- Streamline the internal core. Attack the remaining stopped-machine work: quick-release hardware, pre-set stops, parallel two-person work, mistake-proofing.
- Standardize it. Write and post the new changeover standard work with a target time; assign the roles; stage the cart the same way every time.
- Re-time and repeat. Run the new changeover, measure it against the baseline, and feed what you learn back in. Then take the method to the next machine.
A focused event like this is a Kaizen event in miniature — and it's the unit you repeat machine by machine.
A worked example: a stamping press die change
To make the four moves concrete, here's how they'd play out on a single press changeover. The numbers are an honest hypothetical — the moves are the ones you'd actually make.
Say a die change on a small stamping press currently takes about three hours, and a stopwatch walk shows the press is stopped most of that time while the operator hunts for tools, waits on a forklift to bring the next die, bolts it down with standard hardware, and then runs trial-and-error first-offs to dial in the settings. Here's how each activity responds:
| Changeover activity | Internal or external today | SMED move | Effect |
|---|---|---|---|
| Finding tools, fetching the next die, paperwork | Done internal (press stopped) | Stage on a changeover cart before the run ends | Converts to external — the biggest single bite |
| Unbolting / bolting the die with standard hardware | Internal | Switch to quick-release clamps, one wrench size | Streamlines the genuine internal work |
| Trial-and-error first-off adjustment | Internal, sequential | Pre-set shut height; standardize settings | Cuts startup scrap and guessing |
| Cleaning the old die | Internal | Do it after the press restarts | Removes it from the stopped window |
None of these moves asks the operator to work faster — they stop the machine from waiting on the human. The biggest gain almost always comes from the first row: on an un-improved changeover, the majority of stopped time is external work trapped inside the stoppage, and moving it out is free. Streamlining the hardware and killing the trial-and-error adjustment then squeeze the genuinely-internal core. Get the changeover short enough and the batch-size math flips — small runs become affordable, and the line can finally chase demand instead of inventory.
Time your own changeover — list the steps, mark each one internal or external, and the tool shows how much stopped time you can move out:
A simple changeover health check
Before you trust a changeover time — or claim a machine "just takes that long" — walk it against these five questions:
- Have you watched a real one? Is there a timed, activity-by-activity record (ideally video) of an actual changeover, not the work-instruction version?
- Internal vs. external sorted? Is every activity tagged for whether it truly needs the machine stopped — and how much "internal" time is actually external work?
- Is external work staged ahead? Are the next die, tools, fixtures, and paperwork ready and waiting before the stop, on a cart at the machine?
- Is adjustment designed out? Are settings pre-set and standardized so startup isn't trial-and-error (and isn't throwing scrap)?
- Is it standard work? Is the new changeover written, posted, role-assigned, and audited against a target time — not living in one person's head?
You can structure the internal/external split and the time breakdown with the free SMED tool — no spreadsheet wrangling, no login.
Common manufacturing SMED mistakes
- Skipping the observation. Jumping to "buy quick-release clamps" without timing a real changeover. You'll streamline internal work while the bigger external waste sails on untouched.
- Telling people to hurry. SMED is about removing waiting, not adding speed. A changeover crew told to rush makes errors — and a wrong setup is a changeover done twice.
- Converting on paper but not staging in practice. Tagging work "external" but still doing it during the stop because the cart was never built or the die wasn't pre-fetched. The sort is worthless without the staging routine.
- Leaving the gain in one head. A fast changeover that isn't standard work decays the first time the expert operator is off shift. Write it down, post it, audit it.
- Tackling the easy machine, not the constraint. Cutting changeover on a non-bottleneck just lets it build inventory faster. Aim SMED at the machine where lost time means lost output.
- Treating it as one-and-done. The first event gets the big drop; the discipline is re-timing and chipping further. SMED is a loop.
Templates & tools
- Free SMED tool — break a changeover into activities, sort internal vs. external, and see where the stopped time really goes. No login required.
- Related: Quick Changeover and Setup Reduction for the underlying concepts, and Kaizen events for running the improvement.
FAQ
What does SMED stand for? Single-Minute Exchange of Die — Shigeo Shingo's method for reducing changeover time to single-digit minutes (under ten). "Die" reflects its press-shop origins, but the method applies to any equipment changeover.
What are the steps of SMED? Observe and time a real changeover; separate internal work (machine must be stopped) from external (can happen while running); convert internal work to external; streamline the remaining internal work with quick-change devices and parallel operations; then standardize the new changeover. The first big win is usually just the separate-and-convert step.
What's the difference between internal and external setup? Internal setup must be done with the machine stopped (e.g., physically mounting the die). External setup can be done while the machine is still running or after it restarts (e.g., fetching the die, staging tools, paperwork). SMED's core move is shifting work from internal to external so the stopped window shrinks.
How does SMED relate to OEE? Changeover is one of the six big losses and hits OEE twice — lost run time (Availability) plus startup scrap (Quality). Cutting changeover with SMED is often the highest-leverage way to raise OEE on a line that changes over frequently.
Do I need expensive equipment to do SMED? No. The largest gains usually come from re-sequencing and staging — converting internal work to external — which costs almost nothing. Quick-release hardware and fixtures help, but they're the second step, not the first.
Related concepts & guides
- Dictionary: SMED · Setup Reduction · Quick Changeover · Changeover · Six Big Losses · Standard Work
- Guides: How to Calculate and Use OEE in Manufacturing — where changeover shows up as a loss · How to Use Takt Time in Manufacturing — why short changeovers let a line hold its pace.
Sources
- Shingo, S., A Revolution in Manufacturing: The SMED System — the original, definitive source.
- Vorne, SMED (Single-Minute Exchange of Die)
Related concepts
Founder of Kaizumi, an AI-powered Lean training platform. More about Matt →
Drafted with AI assistance and reviewed by Matt Savas for accuracy.