The short version
Standardized work in manufacturing is the documented, agreed-upon best-known way to do a job right now — built from three elements: takt time (the pace), the work sequence (the exact order of steps), and standard WIP (the minimum in-process stock the sequence needs to flow). It is not a binder of procedures written by engineering and handed down; it's captured with the operators who do the work, on the floor, watch in hand. Done right, it isn't a cage — it's the stable baseline that makes kaizen possible, because you can't improve a process that runs differently every shift. This guide shows how to observe one station, fill in the Standardized Work Combination Table, balance the work to takt, and post it — with a worked example for a single station and the failure modes that turn standard work into wallpaper.
Why standardized work is different in manufacturing
Most of what gets called "standardized work" in a plant is a laminated SOP nobody reads — a list of steps written once, signed off, and ignored the moment the line gets busy. Real standardized work, the Toyota kind, is a different animal, and three things make manufacturing the place it either holds the line together or quietly dies:
- It's three numbers in lockstep, not a prose procedure. Standardized work is defined by takt time, the work sequence, and standard WIP — and they only mean something together. A sequence with no takt is just a checklist; a takt with no documented sequence is a target nobody knows how to hit. The discipline is holding all three at once.
- The sequence is the order of human motion, not the routing. Process routing says the part goes from weld to test. The work sequence says this operator, in this order: pick the bracket, load the fixture, start the cycle, walk to the next machine while it runs. It's choreography timed to the second — and it's where the safety, quality, and pace of the job actually live.
- Standard WIP is the hidden third element everyone skips. Standard WIP (work-in-process) is the minimum in-process stock a sequence needs to repeat without the operator waiting on a machine. Get it wrong and a perfectly written sequence stalls every cycle, because the operator arrives at a machine that isn't done yet. (More on this in element three below.)
- It only earns its keep as the baseline for improvement. A line where every shift runs the job its own way has no baseline — so a kaizen can't be proven to have changed anything. Standardized work freezes the current best way precisely so an improvement is visible against it. The standard isn't the destination; it's the springboard.
So the goal isn't compliance — it's not getting everyone to follow a rule. Borrowing the Toyota lens: efficiency is the consequence, not the goal. You build the standard with the people doing the work, so the job is safer, steadier, and easier — and a stable, repeatable pace is the natural result.
 Standardized work is the operator's repeating loop — sequence, pace, and the minimum stock the loop needs to flow.
Standardized work is the operator's repeating loop — sequence, pace, and the minimum stock the loop needs to flow.
The one-line test for any standard: could a capable new operator do this job, safely and to takt, from what's written and posted? If yes, you have standardized work. If it lives only in a veteran's hands, you have tribal knowledge — and it walks out the door at retirement.
The three elements, translated for the floor
Standardized work isn't a five-step method — it's three elements you define together for one job. Get all three and the job repeats; miss one and it drifts. Here's what each means at the station.
1Takt time — the pace the sequence has to hold
Start from the pace, because the sequence is built to fit inside it. Takt time is your real available production time divided by customer demand — the beat each unit must match. If the line needs a unit every 55 seconds, the operator's whole loop of motions has to fit comfortably under 55 seconds, with a little margin. Takt is the constraint the other two elements are designed around; you never write a sequence without knowing it first.
2Work sequence — the exact order of operator motion
The work sequence is the precise order in which one operator performs the elements of the job: reach, grasp, load, start, walk, inspect, set down. Not the part's routing — the person's steps, in the order that's safest and flows best. You capture it as it's actually done at the gemba — the actual place the work happens, the floor — by a capable operator, time each element with a Time Observation Sheet, and write it down so the next shift and the next new hire do it the same way. This is the element most "SOPs" gesture at and never nail.
3Standard WIP — the minimum stock that keeps the loop flowing
Standard work-in-process is the smallest amount of in-process inventory the sequence needs to run without the operator stalling — classically, the one piece sitting inside an auto-cycle machine (one that runs on its own once started, so the operator can step away) so the operator isn't waiting on it each loop. Too little and the operator arrives to a machine still running; too much and you've hidden a problem under inventory. Naming the standard WIP is what turns a sequence into something that actually flows cycle after cycle, and it's the piece teams forget.
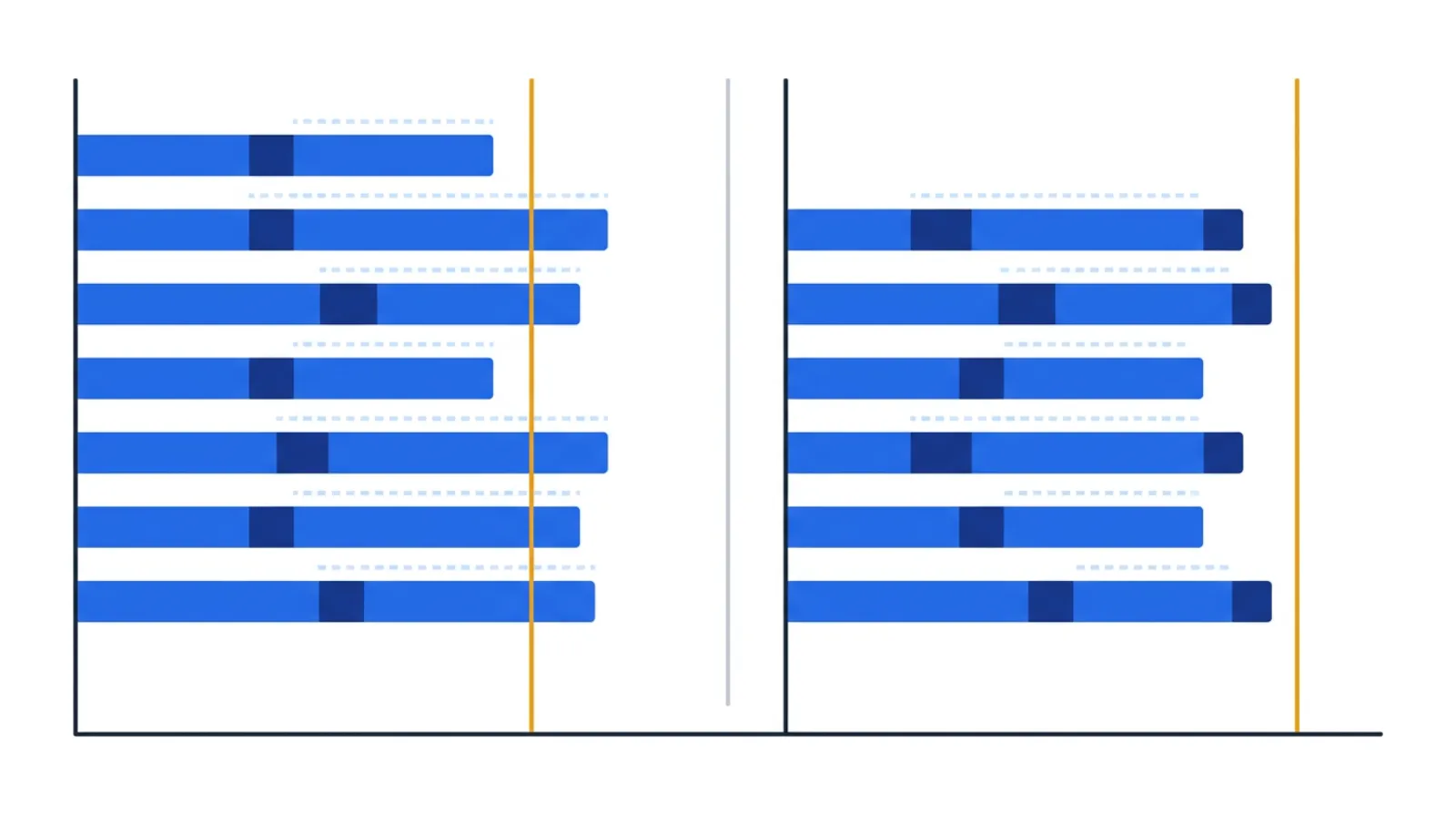
4The document that ties them together — Standardized Work Combination Table
The three elements live on one sheet: the Standardized Work Combination Table (SWCT). Each row is a work element; columns lay manual time, automatic (machine) time, and walking time against a timeline with the takt line drawn across it. You instantly see whether the operator's combined manual-plus-walk work fits under takt, and where machine time overlaps with human work. Its companion, the Standardized Work Chart, maps the same sequence onto the physical layout — the operator's walking path, machine positions, and where the standard WIP sits.
How to build standardized work for one station (step-by-step)
Pick one station or cell — not the whole line — and build it end to end with the operator who runs it.
- Confirm takt. Calculate real available time ÷ demand for the line. Write it at the top of the sheet; it's the line every other number gets measured against.
- Go observe at the gemba. Stand at the station and watch a capable operator run the job several cycles. Don't write the sequence from the engineering routing — write what actually happens, including the walk and the workarounds.
- Break the job into elements and time them. Split the loop into observable elements (load fixture, start machine, walk to test) and time each with a Time Observation Sheet. Use the repeatable time — the median of several cycles — not the fastest hero run.
- Fill in the combination table. Plot each element's manual, machine, and walk time on the SWCT against the takt line. Now you can see whether the total operator loop fits under takt and where machine time runs in parallel.
- Set the standard WIP and the sequence. Decide the minimum in-process pieces the loop needs to flow, and lock the order of motions. Draw the walking path on the Standardized Work Chart.
- Validate with operators, then post it. Have a different operator run the documented sequence and confirm it's safe, hits takt, and makes sense. Fix what doesn't. Then post it at the station — as the current baseline, not a verdict.
A focused single-station pass like this is a kaizen in miniature — and it's the unit you repeat station by station down the line.
A worked example: one machining station balanced to takt
To make the three elements concrete, here's how they'd play out at a single station. The numbers are an honest hypothetical — the moves are the ones you'd actually make.
Say a cell runs a shift with 27,500 seconds of available time after you strip out breaks, startup, and a planned changeover, against demand of 500 units. That puts takt at 55 seconds — the station has to finish one piece every 55 seconds. You stand at the station with the operator and time the loop, element by element:
| Work element | Type | Time | Notes |
|---|---|---|---|
| Pick blank, load into mill fixture | Manual | 12s | Operator hands-on |
| Start mill cycle | Manual | 3s | Push-button, then machine runs |
| Mill auto-cycle | Machine | 40s | Runs unattended |
| Walk to deburr station | Walk | 4s | — |
| Deburr and inspect | Manual | 18s | Operator hands-on |
| Walk back, unload mill | Walk + Manual | 4s + 8s | — |
Add the human work: the operator's own manual-plus-walk loop is about 49 seconds (12 + 3 + 4 + 18 + 4 + 8), which fits under the 55-second takt with a little margin — good. But watch the machine: the 40-second mill cycle, if the operator stands and waits for it, blows the loop past takt. The fix isn't to hurry the operator. It's the standard WIP and the sequence: keep one piece inside the mill as standard WIP so that while it auto-cycles, the operator walks to deburr and inspects the previous piece. The machine time runs in parallel with human work instead of stacking on top of it — and the documented sequence is what makes that overlap happen the same way every cycle. Improving the loop later — a quicker fixture, a shorter walk, a jidoka stop so the operator doesn't have to watch for a bad cut — removes time against the standard you can now see.
Build your own station's combination table — drop in each element's manual, machine, and walk time, set the takt line, and see instantly whether the operator's loop fits under takt:
A simple standardized-work health check
You don't rebuild the whole sheet every week. Walk the station and answer five questions — keep it to one page so it actually gets used:
- Posted and current: Is the standardized work visible at the station, and does it match what the operator is actually doing right now?
- Built to takt: Does the operator's manual-plus-walk loop fit under the current takt with margin — and is the takt itself still honest?
- All three elements: Are takt, the work sequence, and the standard WIP all named — or is standard WIP missing (the usual gap)?
- Followed by everyone: Do all shifts run the same sequence, or does each have its own way? Different ways means no baseline.
- Driving kaizen: Has the standard been improved since it was written — and is the new best way the one that's posted?
Build and balance the combination table itself — manual, machine, and walk time against the takt line — with the free Standardized Work Combination Table tool.
Common manufacturing standardized-work mistakes
- Engineering writes it, the floor never sees it. A standard built in an office from the routing, not at the gemba with operators, describes a job nobody actually does. Build it with the people who run it or it's fiction.
- Skipping standard WIP. Teams write the sequence and the takt, then wonder why the loop stalls. The missing piece is almost always the minimum in-process stock the sequence needs to flow.
- Timing the hero, not the repeatable run. Building the standard on a veteran's fastest cycle creates a pace the rest of the team can't sustain. Use the median of several cycles.
- Treating it as a cage instead of a baseline. Standardized work that can never change kills improvement — operators stop surfacing better ways. The standard is the current best way, owned by the team and meant to be beaten.
- Posting it and walking away. Without leader standard work to confirm the job is being run to the sheet, the standard drifts back to "however we feel like it" within weeks.
- Confusing it with a work instruction. A job instruction teaches a person how to do a step; standardized work defines the sequence, pace, and WIP of the whole loop. You need both, and they're not the same document.
Templates & tools
- Free Standardized Work Combination Table tool — plot each element's manual, machine, and walk time against the takt line and see whether the operator's loop fits under takt. No login required.
- Time Observation Sheet — capture real element times at the gemba before you ever fill in the combination table.
- Standardized Work Chart — map the same sequence onto the physical layout: walking path, machine positions, and where the standard WIP sits.
FAQ
What is standardized work in manufacturing? It's the documented, agreed-upon best-known way to do a job right now, defined by three elements together: takt time (the required pace), the work sequence (the exact order of operator motions), and standard WIP (the minimum in-process stock the sequence needs to flow). It's built with operators at the gemba, not written in an office, and it serves as the stable baseline that makes improvement measurable.
What are the three elements of standardized work? Takt time (the pace the line must hold), the work sequence (the order one operator performs each element of the job), and standard WIP (the minimum in-process inventory that lets the loop repeat without the operator waiting). All three only mean something together.
What's the difference between standardized work and a work instruction? A job instruction teaches an individual how to perform a single step or task correctly and safely. Standardized work defines the whole loop for a station — its sequence, its pace against takt, and its standard WIP. You typically use job instructions to train people into the sequence that standardized work defines.
Why is standardized work the baseline for kaizen? Because you can't prove an improvement against a process that runs differently every shift. Standardized work freezes the current best-known way so that when you change something, the effect is visible. The standard isn't meant to be permanent — it's the springboard, and the goal is to beat it, then re-standardize the new best way.
Who should write the standardized work? The people who do the job, with support — not engineering alone in a conference room. Standard work built with operators at the gemba captures what actually happens, earns the buy-in that makes it stick, and is safer because the people exposed to the hazards shaped the sequence.
Why does standard WIP get skipped? Teams treat takt and sequence as "the standard" and forget the in-process stock the loop needs to flow. Without naming it, the loop stalls every cycle when the operator reaches a machine that isn't finished.
Related concepts & guides
- Dictionary: Standard Work · Standardized Work Combination Table · Standardized Work Chart · Takt Time · Cycle Time · Line Balancing · One-Piece Flow · Kaizen
- Guides: How to Use Takt Time in Manufacturing for setting the pace this standard is built around · How to Run a Value Stream Map in Insurance for seeing where standard work fits in the wider flow · How a Toyota Assembly Plant Works (interactive)
Sources
- Lean Enterprise Institute, Lean Lexicon: Standardized Work
- Productivity Press, Standardized Work for Operators (Japan Management Association)
Related concepts
Founder of Kaizumi, an AI-powered Lean training platform. More about Matt →
Drafted with AI assistance and reviewed by Matt Savas for accuracy.