The short version
Kanban is a pull system: a visual signal — a card, an empty bin, a WMS min/max trigger — tells the warehouse to replenish only what was actually consumed, instead of topping off slots on a forecast. In a warehouse the payoff is a pick face that never starves and never overflows: pickers always find stock, and forward inventory can't balloon because the number of signals caps it. This guide walks how to set one up — defining the pick face as a supermarket, sizing the signal, choosing a card vs. two-bin vs. electronic trigger, replenishing on a paced milk-run, and limiting signals to control inventory. You'll finish able to stand up your first two-bin kanban on one SKU family this week — and spot the moment it quietly turns back into push.
Why kanban is different in a warehouse
Kanban is usually taught on a factory line — bins of fasteners feeding an assembly station. A warehouse changes the picture, and that's why factory kanban examples don't translate cleanly to a pick module:
- The default is push, and push fails twice. Most warehouses replenish pick faces on a schedule or a forecast — "top everything off each morning." The result is the worst of both: slow movers overflow their slots while fast movers stock out mid-shift. Kanban replaces the schedule with consumption: a slot only gets refilled when picks actually drew it down.
- The "machine" is the pick face. On a line, kanban feeds a workstation. In a warehouse, it feeds the forward pick locations from reserve or bulk storage. Your pick face is a supermarket — fixed homes, known min/max, replenished by pull — whether or not anyone calls it that.
- The signal can be physical or digital — but it must be unmissable. A kanban card, an empty tote returned to a lane, a painted "min" line on bulk floor stock, or a WMS min/max alert all work. What matters is that an empty triggers a refill automatically and visibly (visual management), with no one having to remember.
- Limiting signals is the whole point. It's tempting to think kanban is about never stocking out. It's actually about controlling inventory: the number of cards or bins in circulation is a hard cap on how much forward stock can exist. No signal, no replenishment — that constraint is the feature, not a bug.
So the goal isn't a full pick face for its own sake. Borrowing the Toyota lens: efficiency is the consequence, not the goal. You're after a self-regulating flow where the right amount of stock shows up because it was consumed — not because a forecast guessed it would be.
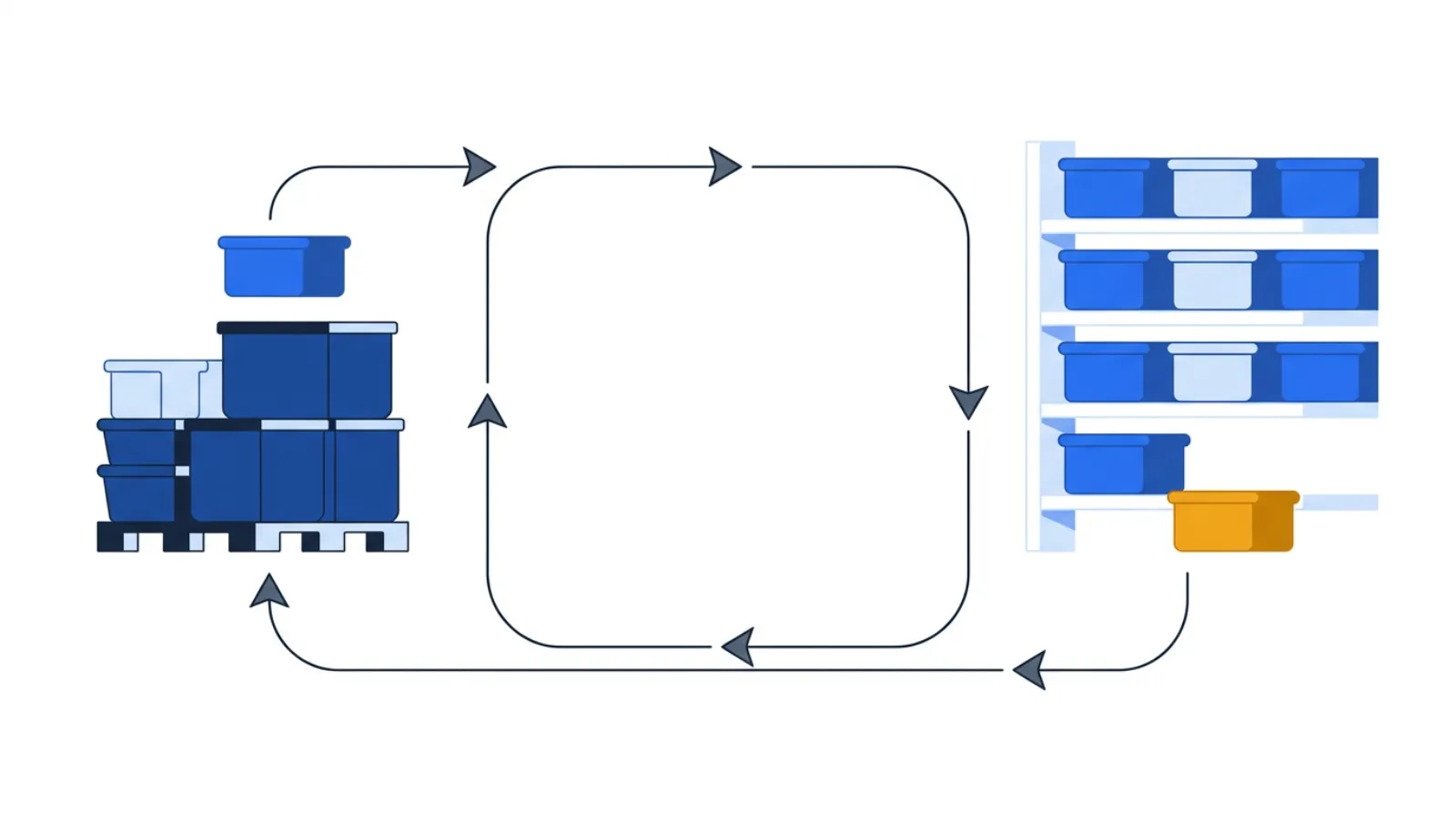 The empty bin is the signal — it travels back, gets refilled, and returns. No empty, no move.
The empty bin is the signal — it travels back, gets refilled, and returns. No empty, no move.
The one-line test for any warehouse kanban: does a replenishment move only when something was actually picked? If you're topping off slots on a schedule regardless of consumption, that's push wearing a kanban label.
How a warehouse kanban works, step by step
A kanban system is a loop, and skipping a design step is where it breaks. Here's the order that holds up on the floor.
1Define the pick face as a supermarket — fixed homes, set min and max
A kanban needs a controlled location to regulate. Treat each forward pick slot as a supermarket location, not a free-for-all.
- Every SKU gets a fixed home with a defined minimum (the trigger point) and maximum (the slot's capacity). No floating, no overflow into the aisle.
- Build this on a Plan For Every Part — for each SKU, its pick velocity, slot, pack size, and supplier/reserve source — so the kanban math has real inputs, not guesses.
2Size the signal — how much one kanban represents
Each signal authorizes a specific replenishment quantity. Size it from real consumption, not a round number.
- Base the quantity on demand over the replenishment lead time — how long from "empty" to "refilled" — plus a deliberate safety stock buffer for variability. Pull from average pick velocity, not the busiest day.
- Smaller, more frequent signals mean less forward inventory but more replenishment trips; larger ones mean the reverse. Size it to your replenishment cadence — and revisit it as demand shifts. The size is a decision you make on purpose, never by drift.
3Choose the signal — card, two-bin, or electronic trigger
Pick the signal that's hardest to ignore in your operation.
- Two-bin is the warehouse workhorse: two containers per SKU, each holding about one replenishment cycle. Pick from bin one; when it's empty, pull from bin two and send the empty to a return lane — the empty bin is the signal.
- Kanban cards suit bulk or case-pick: a card at the min line goes to replenishment when reached.
- Electronic (WMS min/max) scales across thousands of SKUs, but only works if the trigger is acted on promptly — a digital signal nobody watches is worse than an empty bin you can see.
4Replenish on a milk-run, FIFO — a paced route, not a scramble
How you answer the signal matters as much as the signal itself.
- Run replenishment as a paced milk-run: a regular route that collects empties/cards and refills slots on a cycle, rather than a frantic one-off trip every time something stocks out.
- Replenish FIFO — oldest reserve stock to the pick face first — so age rotates and you don't strand expiring or obsolete inventory at the back.
5Limit the signals to cap inventory — no signal, no replenishment
The discipline that makes it a pull system: the number of signals in circulation is fixed.
- Two bins per SKU means at most two bins of forward stock — full stop. To hold less, remove a signal; to hold more, add one deliberately, never by quietly refilling early.
- Refilling a slot that didn't send a signal ("it looked low") is the single move that turns kanban back into push. Hold the line: empty triggers refill, and nothing else does.
How to set up your first warehouse kanban (step-by-step)
Don't convert the whole building. Pick one fast-moving SKU family in one pick module and run a focused pilot.
- Pick the family and build a mini PFEP. Choose 5–15 steady fast movers. Capture each one's pick velocity, slot, pack size, and reserve source.
- Set min/max per slot. Define the trigger (min) and capacity (max) for each, using velocity × replenishment lead time + a safety buffer.
- Choose and build the signal. Two-bin is the easiest start: size the bins, label them, and set up a return lane for empties.
- Define the replenishment loop. Set a milk-run cadence and route; assign who runs it; replenish FIFO from reserve.
- Cap the signals. Fix the number of bins/cards in circulation and write the rule: empty triggers refill, nothing else does.
- Run it and tune. Watch for a week. Stockouts mean the signal is too small or the milk-run too slow; overflow means it's too big. Adjust the size, not the discipline — then expand to the next family.
A focused pilot like this is a Kaizen in miniature — and it's the unit you repeat family by family.
A worked example: a two-bin pick face
To make the loop concrete, here's how a two-bin kanban might be set up for one fast-moving SKU. The numbers are an honest hypothetical — the design choices are the ones you'd actually make.
Say a pick face holds a steady fast mover averaging about 120 picks a day, and reserve replenishment takes roughly half a shift to turn around. Here's the design and what each choice buys you:
| Design choice | This pick face | What it buys |
|---|---|---|
| Slot type | Two bins per SKU, each ≈ a half-day of picks plus a small buffer | One bin feeds picking while the other is refilled |
| Signal | Empty bin returned to a replenishment lane | "Empty" = move more; no empty, no move |
| Replenishment | Hourly milk-run pulls empties, refills from reserve, FIFO | A paced route, not a stockout scramble |
| Inventory cap | Two bins max in circulation per SKU | Forward stock can't balloon — WIP is capped by design |
The pick face now regulates itself: a picker never finds an empty slot mid-order, and the warehouse never carries more than two bins of forward stock for that SKU. Nobody decides each morning whether to top it off — consumption decides, and the empty bin says so. If demand climbs and one bin starts running dry before the milk-run returns, the fix is a sizing change (bigger bin or faster route), made on purpose — not a quiet early refill that breaks the pull. Get the loop right and the stock that shows up is the stock that was used, no forecasting required.
Size your own loop — enter demand and replenishment lead time, and the tool works out the bin quantity and how many kanban cards to circulate:
A simple kanban health check
Before you trust a kanban loop — or call a top-off schedule "kanban" — walk it against these five questions:
- Pull, not push? Does replenishment move only in response to a consumption signal, never on a fixed top-off schedule?
- Sized from real demand? Is each signal's quantity based on velocity × replenishment lead time plus a deliberate safety buffer — not a round number?
- Unmissable signal? Is the trigger visible and automatic (empty bin, card at the min line, acted-on WMS alert), so no one has to remember?
- Paced replenishment, FIFO? Is there a regular milk-run answering signals on a cycle, rotating stock oldest-first?
- Signals capped? Is the number of bins/cards fixed, so forward inventory has a hard ceiling — and is "empty triggers refill, nothing else" actually held?
You can model the signals and sizing with the free kanban tool — no spreadsheet wrangling, no login.
Common warehouse kanban mistakes
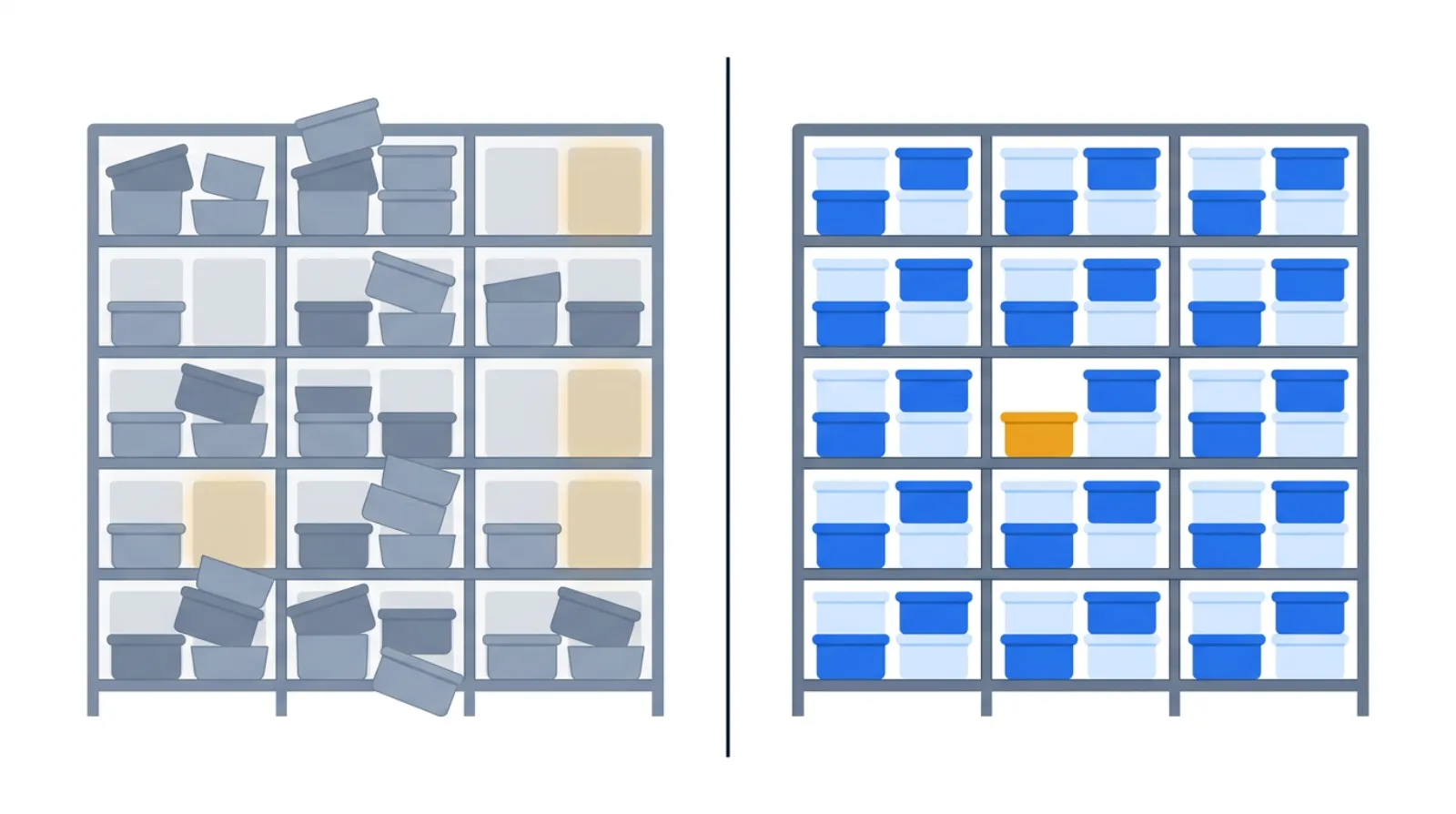 Push (left) overflows some slots and starves others; pull (right) stays even, with one empty bin signalling the only refill needed.
Push (left) overflows some slots and starves others; pull (right) stays even, with one empty bin signalling the only refill needed.
- Push in disguise. Topping off slots on a schedule and calling it kanban. If a refill happens without a consumption signal, it isn't pull. This is the most common failure.
- Oversized bins/cards. Sizing for the busiest day buries the pick face (and the reserve) in inventory and defeats the point. Size to average demand over lead time, then tune.
- Skipping FIFO. Refilling front-to-back leaves old stock stranded — expiry, obsolescence, and shrink. Rotate oldest-first every time.
- Replenishing by scramble. Answering each stockout with a one-off trip instead of a paced milk-run wastes travel and still leaves gaps. The route is what makes it calm.
- An ignored electronic signal. A WMS min/max alert nobody acts on promptly is worse than a visible empty bin. Match the signal to whether it'll actually be seen and answered.
- Set-and-forget sizing. Demand drifts; a kanban sized once and never revisited slowly starves or overflows. Re-size deliberately when demand changes — never by quietly refilling early.
Templates & tools
- Free kanban tool — size signals, model the two-bin loop, and see how the number of cards caps forward inventory. No login required.
- Related: Pull System and Supermarket for the underlying concepts, and Plan For Every Part for the data a kanban needs.
FAQ
What is a kanban system in a warehouse? A pull-based replenishment method where a visual signal — a card, an empty bin, or a WMS min/max trigger — tells the team to refill a pick location only when picks have actually drawn it down, instead of topping off on a forecast. It keeps pick faces stocked while capping forward inventory.
How does a two-bin kanban work? Each SKU gets two containers, each holding about one replenishment cycle's worth. Pickers draw from bin one; when it empties, they pull from bin two and send the empty bin to a return lane. The empty bin is the signal to refill it — so supply never runs out while inventory stays capped at two bins.
How do I size a kanban? Base the quantity on demand over the replenishment lead time (how long from empty to refilled), plus a deliberate safety-stock buffer for variability. Use average pick velocity, not the peak day, then tune from what you observe.
What's the difference between kanban and a min/max reorder system? They overlap — a WMS min/max is an electronic kanban if it triggers replenishment on actual consumption and the signal is promptly acted on. It stops being kanban when refills happen on a schedule regardless of consumption, or when the cap on circulating signals is ignored.
Does kanban work for slow-moving SKUs? Less well. Kanban shines on steady, repeating demand. Very slow or erratic movers tie up bins waiting to empty; they're often better handled by direct reserve picking or a different replenishment rule. Start kanban on your fast, steady movers.
Related concepts & guides
- Dictionary: Kanban · Pull System · Supermarket · Milk-Run · FIFO · Safety Stock · Plan For Every Part
- Guides: How to Do 5S in a Warehouse — the slotting and visual standards a kanban pick face depends on.
Sources
- Ohno, T., Toyota Production System: Beyond Large-Scale Production — the origin of kanban and pull.
- Lean Enterprise Institute, Lean Lexicon: Kanban
Related concepts
Founder of Kaizumi, an AI-powered Lean training platform. More about Matt →
Drafted with AI assistance and reviewed by Matt Savas for accuracy.