The short version
Kanban is how you run a pull system on a real floor: a fixed number of cards that tells each upstream process to make only what a downstream process has actually taken — no more. The card is permission to produce. No card, no production. This guide separates the two cards most plants confuse — production kanban (make more) and withdrawal kanban (go fetch more) — shows how a supermarket sits between two cells, how the card count is your work-in-process cap, and how to size cards from demand × replenishment lead time plus a buffer. You'll finish able to set up one card loop between two processes this week and know exactly how many cards it should hold.
Why kanban is different in manufacturing
Almost everything written about kanban now is about software — a whiteboard with sticky notes and three columns. That board borrowed the name but dropped the physics. Real manufacturing kanban is a material-control system, and treating it like a task board is how plants end up with a wall of cards and the same piles of inventory they started with.
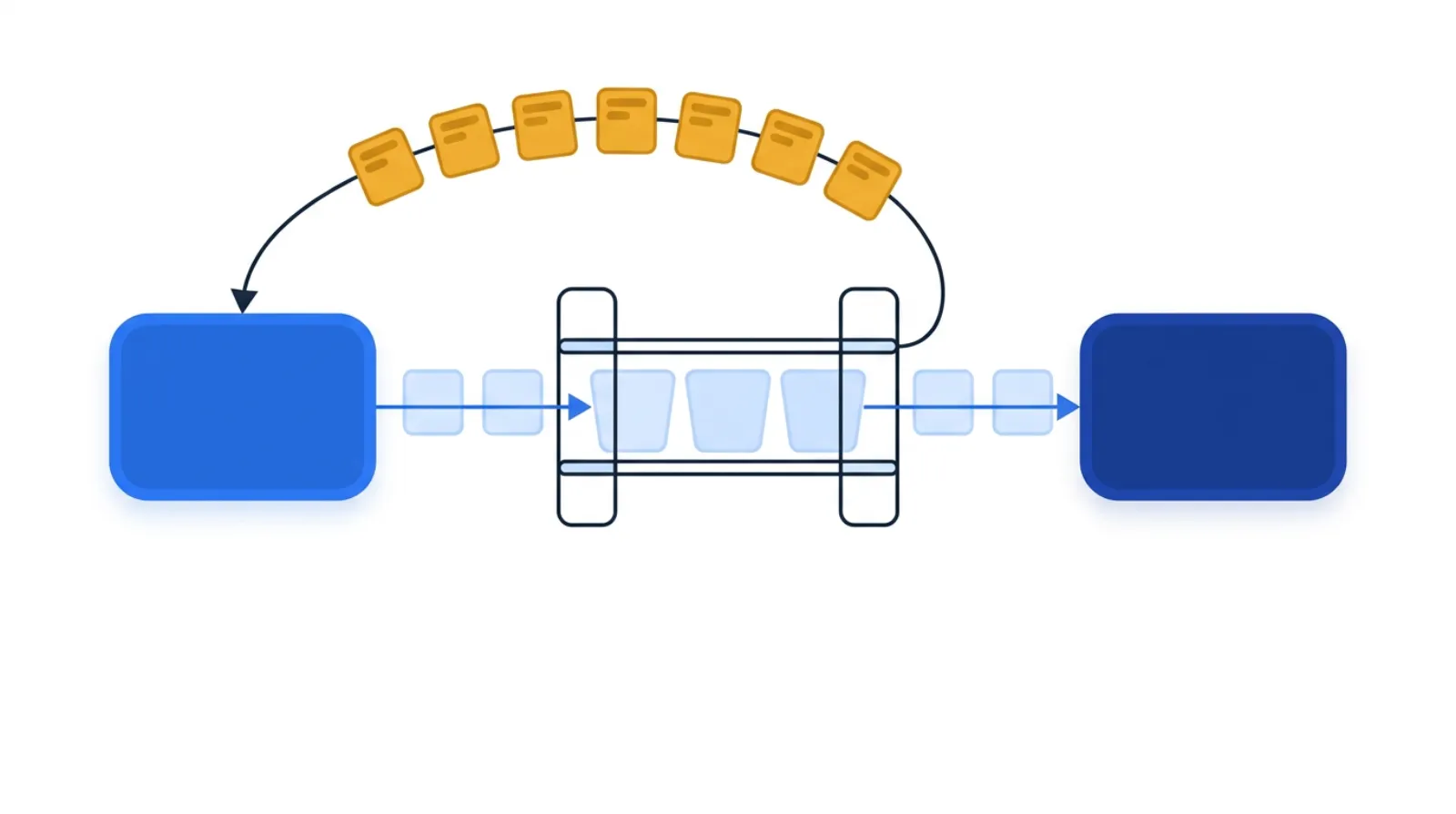 A supermarket between two cells: the downstream cell pulls a bin, and its card travels back upstream as permission to make exactly one replacement.
A supermarket between two cells: the downstream cell pulls a bin, and its card travels back upstream as permission to make exactly one replacement.
The one-line test for every card on the floor: was this part made because a real downstream process consumed one — or because someone wanted to look busy? If it's the latter, you don't have a pull system. You have a push system wearing kanban cards.
Four things make the factory the place where kanban either controls inventory or quietly inflates it:
- The card limits physical inventory, not tasks. Each card represents one bin or one standard quantity of a part. Fix the number of cards and you have fixed the maximum work-in-process — the parts sitting unfinished between two steps — that can ever exist between those two processes. That's the whole mechanism: cards are a hard ceiling you can see and count.
- There are two different cards, and mixing them up breaks the loop. A production kanban authorizes a process to make a part. A withdrawal kanban authorizes a process to take a part from the supermarket upstream. One says "build"; the other says "fetch." Plants that print one generic card lose the ability to tell the two signals apart — and the signals are the entire point.
- Pull happens on real consumption, never on a forecast. A card only moves when a downstream operation physically removes parts. No removal, no card, no production. The moment you let a schedule or a forecast trigger production behind the cards, you've rebuilt the push system the cards were meant to kill.
- The supermarket is a controlled buffer, not a warehouse. Between two processes that can't yet flow one piece at a time, you place a small, sized supermarket — a shelf holding a known maximum of each part. The downstream cell takes from it; the upstream cell refills only what was taken. Its size is the card count, and the card count is something you calculate, not guess.
So the goal isn't more cards or a prettier board. Borrowing the Toyota lens: efficiency is the consequence, not the goal. You cap inventory at the smallest number that still protects the customer, expose every problem the buffer used to hide, and let flow, cost, and quality follow.
The four kanban building blocks, translated for the floor
Kanban isn't a five-step checklist — it's a small set of parts that have to fit together. Get these four right and the loop runs itself.
1The production kanban — pull system: permission to make one
A production kanban is a card attached to a standard quantity of parts — usually one bin. When a downstream process consumes that bin, the card comes off and goes back to the producing process. That returned card is the only authorization to build a replacement. No card on the board means no work order, no setup, no production — even if the line is idle and the operator is bored. The discipline is brutally simple and it's the source of all the control: you make to a returned card, never to a feeling.
2The withdrawal kanban — supermarket: permission to fetch one
A withdrawal kanban authorizes a downstream process (or a material handler) to remove a standard quantity from the upstream supermarket and carry it to the point of use. It's the "go get it" signal that pairs with the "go make it" signal. On a milk run — a timed route a handler walks to top up line-side stock — the withdrawal cards are the shopping list. Keeping withdrawal and production cards distinct is what lets you see, at a glance, whether your problem is fetching or making.
3The supermarket — a sized, FIFO buffer, not a stockroom
The supermarket is a defined location holding a calculated maximum of each part number, run first-in-first-out so nothing ages out. It exists for one reason: the upstream process can't yet match the downstream pace one piece at a time (long changeovers, shared equipment, distance). Until you fix that, the supermarket absorbs the mismatch — but at a capped size. Every empty slot is a returned card; every returned card is permission to refill. The supermarket makes the inventory visible, finite, and self-policing.
4The card count — your inventory cap, calculated from demand and lead time
This is the number most plants fudge, and it's the one that matters. The cards in a loop set the absolute maximum inventory between two processes, so you size them deliberately:
Number of cards = (average demand during replenishment lead time + buffer) ÷ container quantity
Demand is parts-per-time at the consuming process. Replenishment lead time is the honest time from a card returning to a full bin arriving back — including queue, changeover, run, and transport, not just run time. The buffer covers normal variation in demand and supply; keep it small and visible, because every buffer card is inventory you've chosen to carry. Add cards only when reality forces it, and treat each addition as a kaizen you failed to do upstream.
How to set up your first kanban loop (step-by-step)
Pick one part flowing between two processes — not the whole plant. The simplest real loop is one upstream cell feeding one downstream cell through a small supermarket.
- Pick the pair and the part. Choose a high-volume, steady-demand part and the two processes it passes between. One part, one loop — prove it before you scale.
- Confirm you actually need a supermarket. If the two processes can connect in one-piece flow, do that instead — flow beats a buffer every time. Use kanban only where flow isn't yet possible (long changeover, shared machine, distance).
- Measure honest replenishment lead time. Time it where the work happens (the gemba, the actual floor): from the moment a card returns to the moment a full container is back in the supermarket. Include waiting-in-queue and changeover time, not just the minutes spent actually running the part.
- Get demand and container size. Pull average consumption at the downstream process over a sensible window (and ideally level it). Set a standard container quantity that's easy to count at a glance.
- Calculate the card count. Run the formula: (demand over lead time + buffer) ÷ container quantity, rounded up. Start lean — you can always add a card, and every card you don't add is inventory you don't carry.
- Run the loop and make the cards rule. Cards go on a board or in a post at each process. Production happens only against a returned production card; withdrawal only against a withdrawal card. Then start pulling cards out one at a time to expose the next problem.
A worked example: one bracket between two cells
To make the cards concrete, here's how a first loop tends to size out. The numbers are an honest hypothetical — the shape and the moves are what you'll actually face.
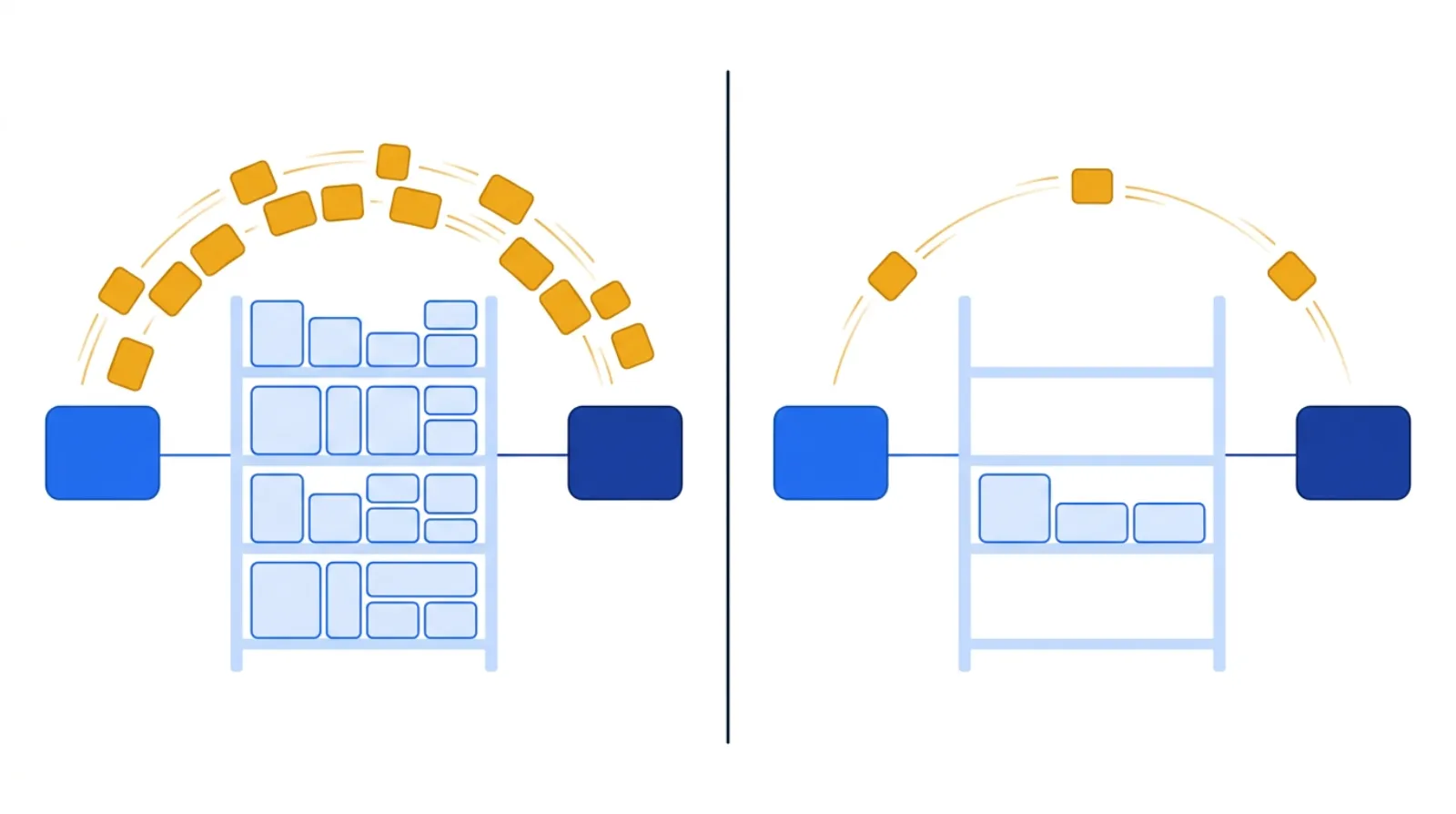 Shrinking the supermarket: cut the upstream changeover, the replenishment lead time drops, and the same loop needs far fewer cards.
Shrinking the supermarket: cut the upstream changeover, the replenishment lead time drops, and the same loop needs far fewer cards.
Say a downstream weld cell consumes a stamped bracket at an average of 120 parts per hour. The upstream stamping cell shares a press with other parts, so its honest replenishment lead time — card return, queue for the press, changeover, run, and transport back — is 2 hours. Standard containers hold 60 brackets. You want a small buffer of about 20% to absorb normal demand and supply wobble.
Work the loop:
| Input | Value | Notes |
|---|---|---|
| Demand at weld cell | 120 parts/hr | Average consumption, leveled |
| Replenishment lead time | 2 hr | Honest: queue + changeover + run + transport |
| Demand during lead time | 240 parts | 120 × 2 |
| Buffer (≈20%) | 48 parts | Covers normal variation, kept visible |
| Container quantity | 60 parts | Standard, easy to count |
| Cards needed | 5 | (240 + 48) ÷ 60 = 4.8 → round up to 5 |
Five production cards cap this loop at 300 brackets, full stop — that's the most inventory that can ever sit between stamping and welding, and you can see it on the board. Now read where the inventory comes from: the 2-hour replenishment lead time, most of it queue-for-the-press and changeover, not cutting metal. The fix isn't more cards — it's a kaizen on the changeover. Cut that lead time to 1 hour and demand-during-lead-time halves to 120; the loop now needs (120 + 24) ÷ 60 = 2.4 → 3 cards, capping the buffer at 180 brackets for the same customer. Push further and the cells start to flow one piece at a time, and the supermarket — cards and all — disappears. Build quality in at each step (the jidoka principle: stop and fix a defect at the source rather than passing it on) so a returned card never authorizes replacing a defective part, and the loop stays honest.
Size your own loop now — drop in demand, lead time, container size, and buffer, and the tool returns the card count and the inventory cap:
A simple kanban health check
You don't re-derive the whole system every week. Walk the loop and answer five questions — keep it to one page so it actually gets used:
- Real consumption: Did every part made this shift trace back to a returned card, or did something get built to a schedule behind the cards?
- Card count: Is the number of cards calculated from current demand and lead time — and is it trending down as you improve, not up?
- Two cards, two signals: Can anyone on the floor tell a production card from a withdrawal card at a glance?
- Supermarket discipline: Is it FIFO, at or below its card-set maximum, with empty slots visibly waiting on refill?
- The standing challenge: What's the biggest chunk of replenishment lead time right now, and whose kaizen is it to remove?
Calculate and defend your card count with the free kanban calculator — change demand, lead time, or container size and watch the card count and inventory cap move.
Common manufacturing kanban mistakes
- Producing behind the cards. A scheduler quietly releases work to "stay ahead," and the cards become decoration on top of a push system. If production isn't triggered by a returned card, it isn't kanban.
- One generic card. Printing a single card type loses the production-vs-withdrawal distinction — and with it, your ability to tell a making problem from a fetching one.
- Sizing cards by gut. Guessing the card count (usually too high) buries the real lead-time problem under inventory. Calculate from demand × replenishment lead time + a visible buffer.
- Padding the buffer to feel safe. Every extra buffer card is inventory you chose to carry and a problem you chose not to fix. Keep the buffer small and treat shortages as kaizen signals, not reasons to add cards.
- Kanban where flow is possible. A supermarket between two cells that could run one-piece flow is waste with a card on it. Use kanban only where flow isn't yet achievable.
- Letting the supermarket grow. Without a FIFO rule and a hard card-set ceiling, the "supermarket" drifts back into a stockroom and the inventory you were controlling creeps up again.
Templates & tools
- Free kanban calculator — enter demand, replenishment lead time, container quantity, and buffer; get the card count and the inventory cap for one loop. No login required.
- Standard work — capture the rule for how cards move and when production is authorized, so the loop survives the next shift and the next new hire.
- Related guides: How to Use Takt Time in Manufacturing for the demand-pace math behind your card count, and How to Run a Value Stream Map in Insurance for spotting where a pull system belongs in the wider flow.
FAQ
What is kanban in manufacturing? Kanban is a card-based pull system that controls production and material movement on the floor. A fixed number of cards authorizes each process to make or fetch only what a downstream process has actually consumed. The cards cap work-in-process at a known maximum, so inventory can never exceed the number of cards in the loop.
What's the difference between a production kanban and a withdrawal kanban? A production kanban authorizes a process to make a standard quantity of a part — it's the "build one more" signal. A withdrawal kanban authorizes a process to take a standard quantity from the upstream supermarket and move it to the point of use — the "go fetch one" signal. Keeping them separate lets you tell a making problem from a fetching one.
How do I calculate the number of kanban cards? Take the average demand during the replenishment lead time, add a small buffer for variation, and divide by the container quantity, rounding up. If a cell consumes 120 parts/hour, replenishment takes 2 hours, you carry a 20% buffer, and containers hold 60, that's (240 + 48) ÷ 60 = 4.8, rounded up to 5 cards. Fewer cards is the goal — but you earn the right to remove one by cutting the lead time first, not by simply pulling cards out.
What is a supermarket in a pull system? A supermarket is a sized, FIFO buffer of parts between two processes that can't yet flow one piece at a time. It holds a calculated maximum of each part; the downstream process pulls from it and the upstream process refills only what was taken. Its size equals the card count — it's a controlled buffer, not a stockroom.
When should I use kanban instead of one-piece flow? Prefer one-piece flow whenever two processes can connect directly — flow beats any buffer. Use kanban only where flow isn't yet possible: long changeovers, shared or distant equipment, or batch processes. The supermarket is a stopgap you keep shrinking, not a permanent fixture.
Does kanban reduce inventory by itself? Only indirectly. Kanban caps inventory at the card count and makes it visible — it doesn't shrink it on its own. You reduce inventory by removing cards, and you can only remove cards safely after you've cut the replenishment lead time through kaizen.
Related concepts & guides
- Dictionary: Kanban · Pull System · Supermarket · One-Piece Flow · Heijunka · Takt Time · FIFO · Jidoka
- Guides: How to Use Takt Time in Manufacturing · How to Run a Value Stream Map in Insurance · How a Toyota Assembly Plant Works (interactive)
Sources
- Lean Enterprise Institute, Lean Lexicon: Kanban
- Rother, M. & Shook, J., Learning to See: Value-Stream Mapping to Add Value and Eliminate Muda (Lean Enterprise Institute)
Related concepts
Founder of Kaizumi, an AI-powered Lean training platform. More about Matt →
Drafted with AI assistance and reviewed by Matt Savas for accuracy.